GE Suzlon Siemens Nordex 터빈용 메인 카본 브러시 CT53

제품 설명

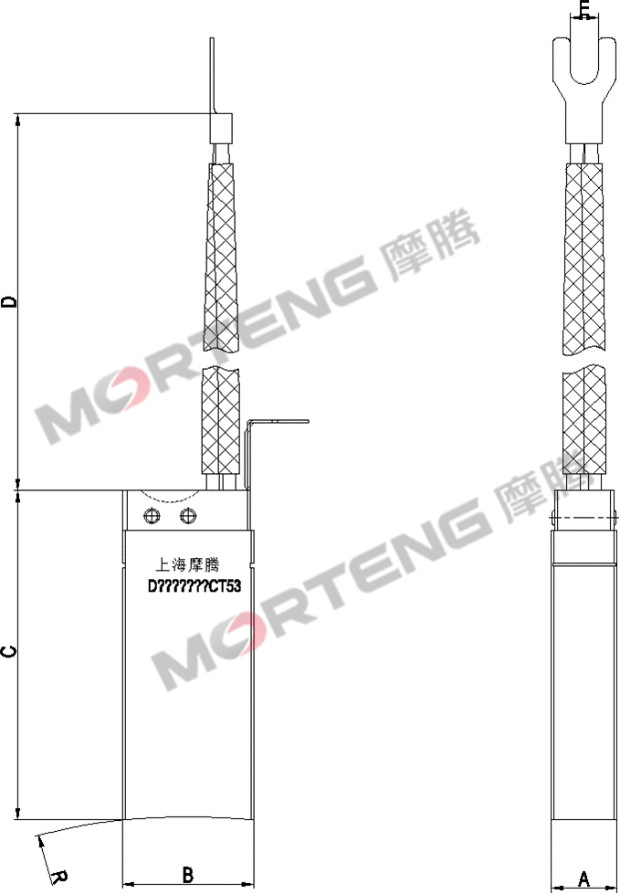


| 카본 브러시 종류 및 크기 | |||||||
| 도면 번호 | 등급 | A | B | C | D | E | R |
| MDFD-C200400-138-01 | CT53 | 20 | 40 | 100 | 205 | 8.5 | 150랜드 |
| MDFD-C200400-138-02 | CT53 | 20 | 40 | 100 | 205 | 8.5 | 160랜드 |
| MDFD-C200400-141-06 | CT53 | 20 | 40 | 42 | 125 | 6.5 | 120랜드 |
| MDFD-C200400-142 | CT67 | 20 | 40 | 42 | 100 | 6.5 | 120랜드 |
| MDFD-C200400-142-08 | CT55 | 20 | 40 | 50 | 140 | 8.5 | 130랜드 |
| MDFD-C200400-142-10 | CT55 | 20 | 40 | 42 | 120 | 8.5 | 160랜드 |
디자인 및 맞춤 서비스
중국 최고의 전기 카본 브러시 및 슬립링 시스템 제조업체인 모텡(Morteng)은 전문적인 기술력과 풍부한 서비스 경험을 축적해 왔습니다. 당사는 국가 및 산업 표준에 따라 고객 요구 사항을 충족하는 표준 부품을 생산할 뿐만 아니라, 고객의 산업 및 적용 분야 요구 사항에 맞춰 맞춤형 제품과 서비스를 적시에 제공하고 고객 만족을 최우선으로 생각하며 설계 및 제조합니다. 모텡은 고객의 모든 요구를 충족하고 완벽한 솔루션을 제공할 수 있습니다.
카본 브러시를 주문하실 때 다음 정보를 제공해 주시기 바랍니다.
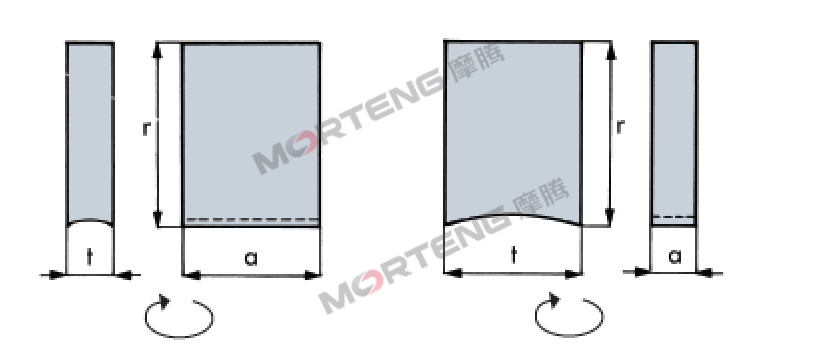
카본 브러시의 치수는 "t" x "a" x "r"로 표시됩니다(IEC 규격 60136).
• "t"는 카본 브러시의 접선 방향 치수 또는 "두께"를 나타냅니다.
• "a"는 카본 브러시의 축 방향 치수 또는 "폭"을 나타냅니다.
• "r"은 카본 브러시의 반경 방향 치수 또는 "길이"를 나타냅니다.
"r" 치수는 참고용일 뿐입니다.
탄소 브러시의 크기 정의 규칙은 정류자 또는 슬립링에도 적용됩니다.
미터법 규격의 카본 브러시와 인치 규격의 카본 브러시는 혼동하기 쉬우니 주의해서 살펴보시기 바랍니다 (1인치는 25.4mm, 25.4mm, 25mm입니다).
mm 카본 브러시는 서로 동일하지 않습니다.
"t", "a" 및 "r" 차원
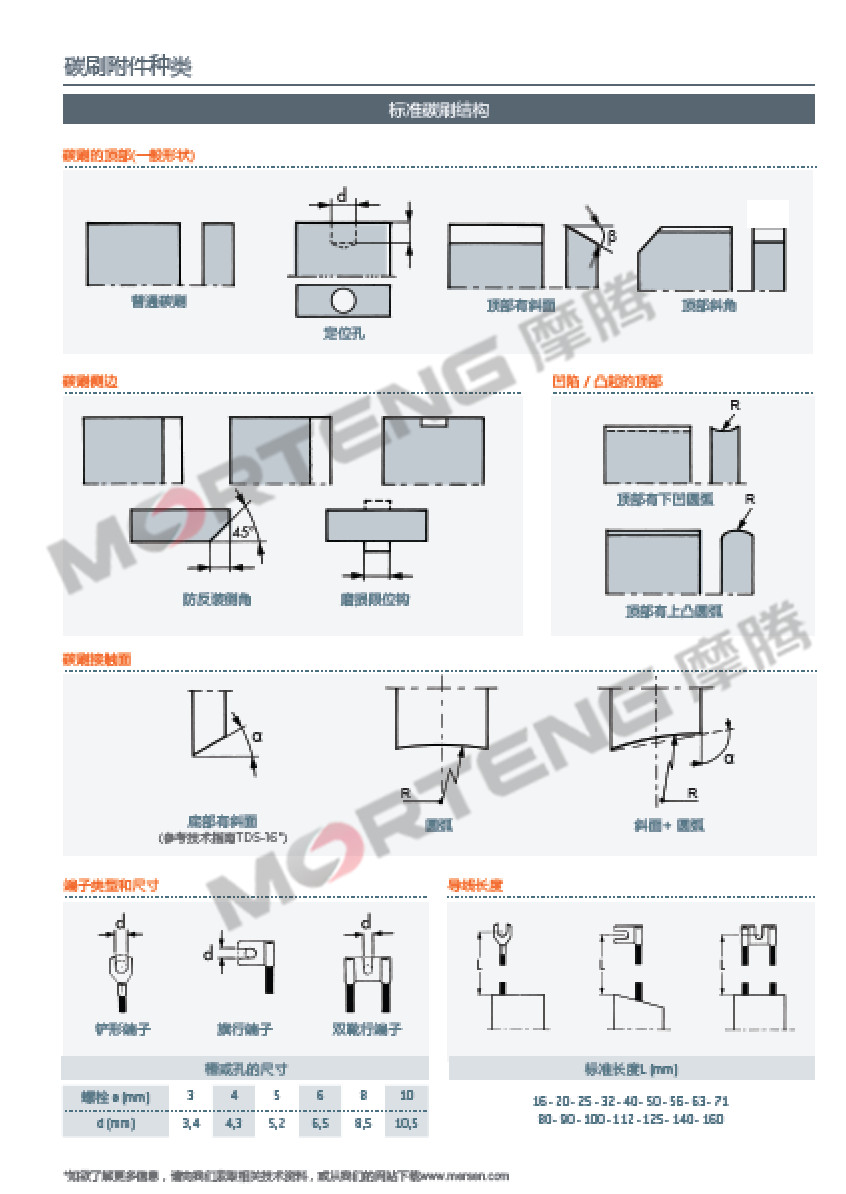
부분적으로 성형된 탄소 브러시 구조
회사 소개
모텡(Morteng)은 30년 이상 브러시 홀더, 카본 브러시 및 슬립링 어셈블리를 제조해 온 선도적인 기업입니다. 당사는 서비스 회사, 유통업체 및 OEM을 위한 종합 엔지니어링 솔루션을 개발, 설계 및 제조합니다. 경쟁력 있는 가격, 고품질, 빠른 납기를 통해 고객에게 최상의 서비스를 제공합니다.

카본 브러시 설치에 대한 제안
다음은 저희의 추천 사항입니다.
1. 심각한 고장을 방지하기 위해 동일한 모터에 서로 다른 재질의 카본 브러시를 정적으로 혼합하여 사용하지 마십시오.
2. 카본 브러시 재질을 교체할 때는 기존의 산화막을 반드시 제거해야 합니다.
3. 카본 브러시가 브러시 케이스 내에서 과도한 유격 없이 자유롭게 미끄러지는지 확인하십시오(기술 가이드 TDS-4* 참조).
4. 브러시 박스 안의 카본 브러시 방향이 올바른지 확인하십시오. 특히 위쪽이나 아래쪽에 경사면이 있는 카본 브러시 또는 위쪽에 금속 개스킷이 있는 분할형 카본 브러시에 주의하십시오.
탄소 브러시 접촉면의 사전 연마
카본 브러시 접촉면과 슬립링 또는 정류자의 호를 정확하게 일치시키기 위해 카본 브러시 예비 연삭석을 저속 또는 무부하 상태에서 사용할 수 있습니다. 예비 연삭석에서 생성된 분말은 카본 브러시 접촉면의 정확한 호를 신속하게 형성할 수 있습니다.
또한 사전 분쇄 후 중간 입자의 숫돌을 사용하여 마무리 분쇄를 해야 합니다.
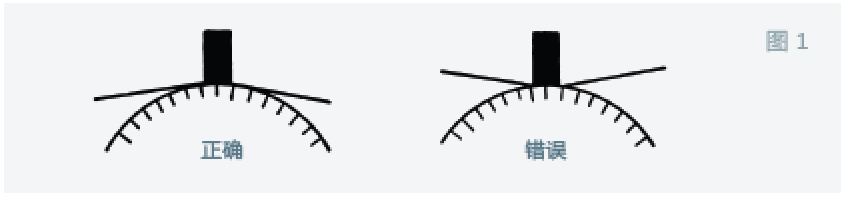
예비 연마량이 비교적 많은 경우, 60~80 메쉬의 고운 사포를 사용하여 거친 연마를 하는 것이 가장 좋습니다. 거친 연마를 할 때는 그림 1과 같이 사포면을 위로 향하게 하여 카본 브러시와 모터 정류자 사이에 놓고 사포를 앞뒤로 여러 번 움직입니다.
카본 브러시 예비연마가 완료되면 카본 브러시의 접촉면을 철저히 세척하고 모래나 탄소 분말을 모두 불어내야 합니다.